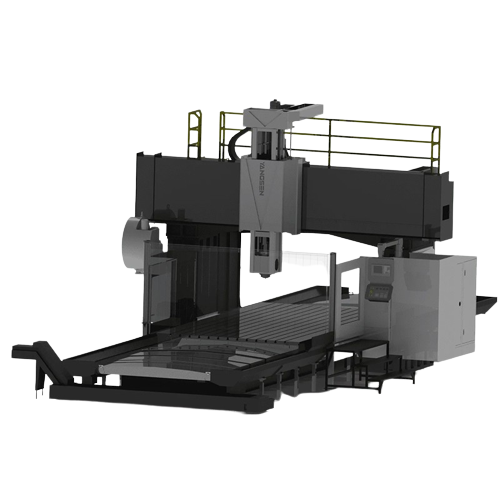
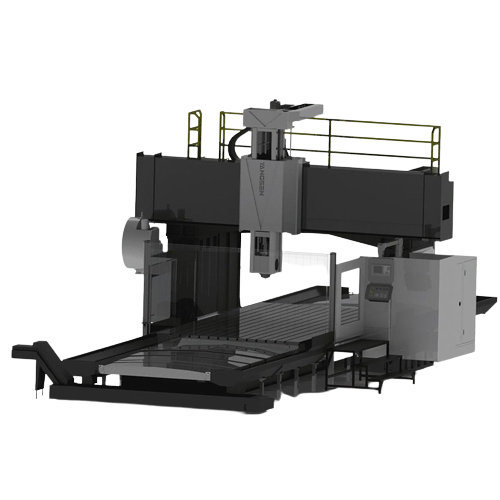
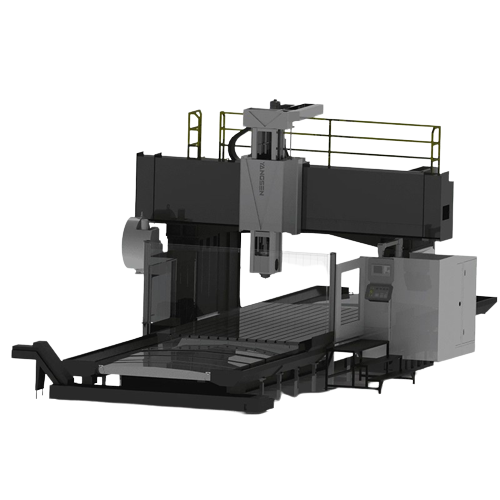
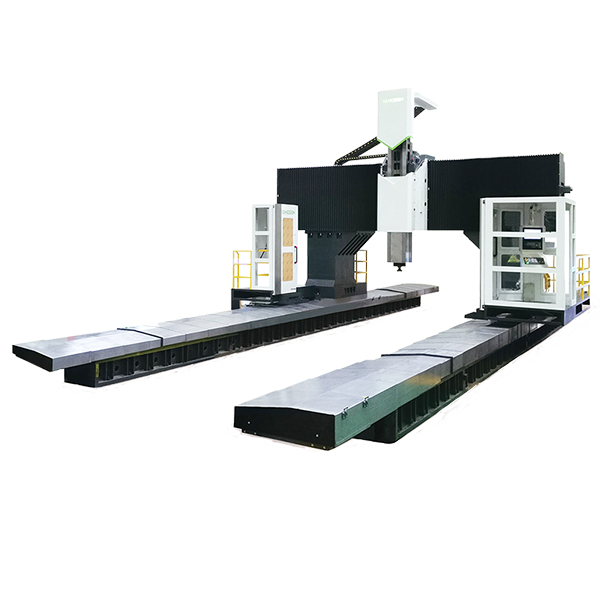
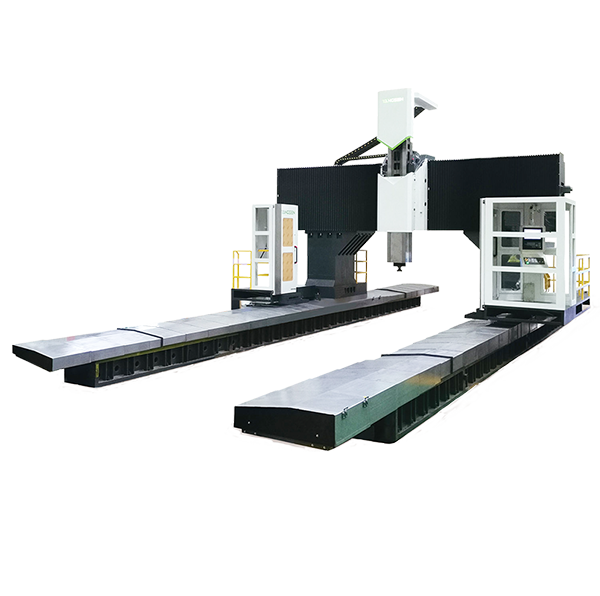
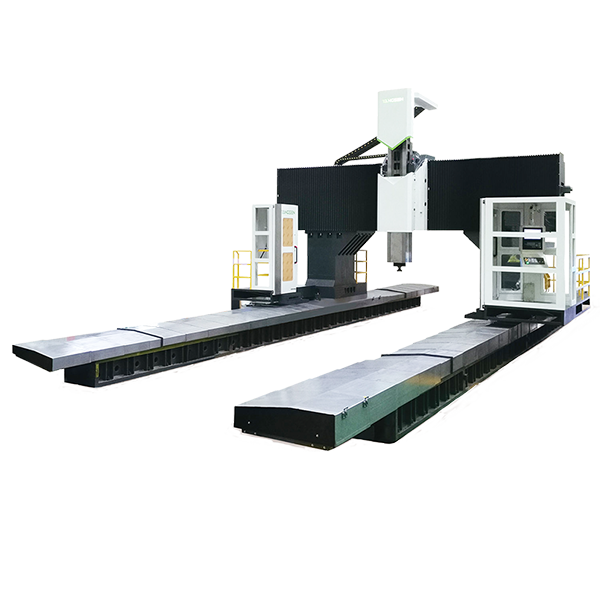
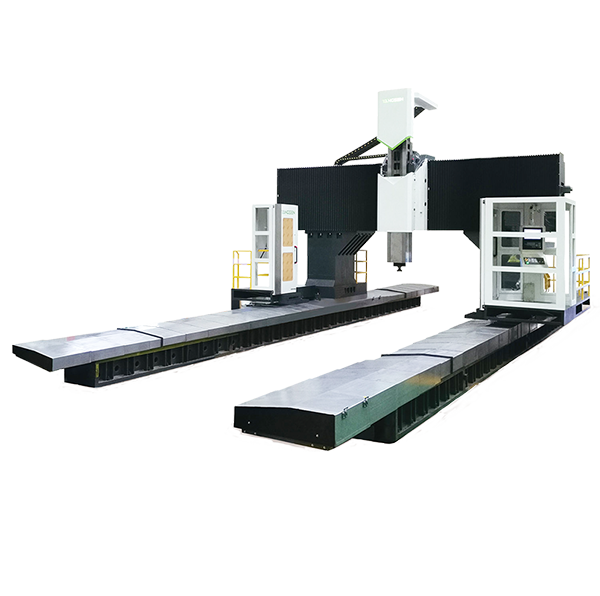
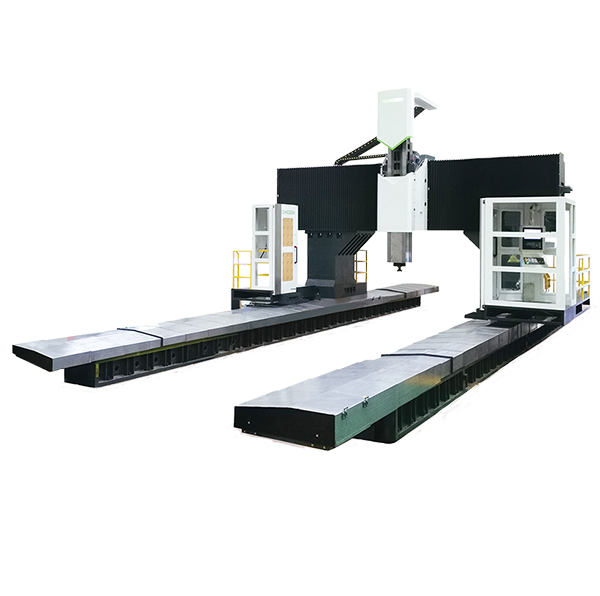
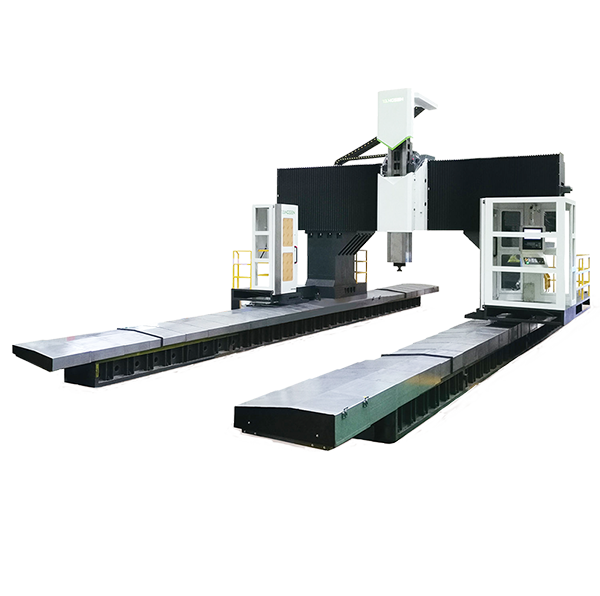
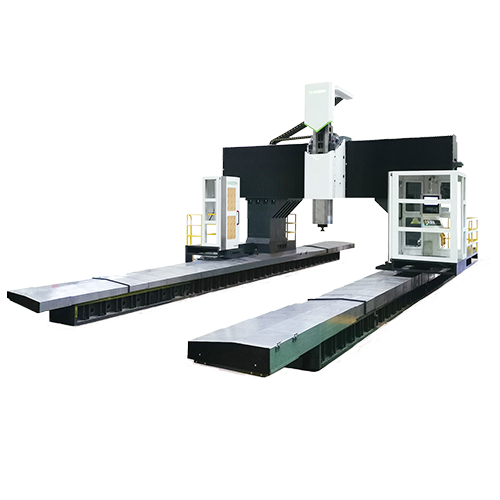
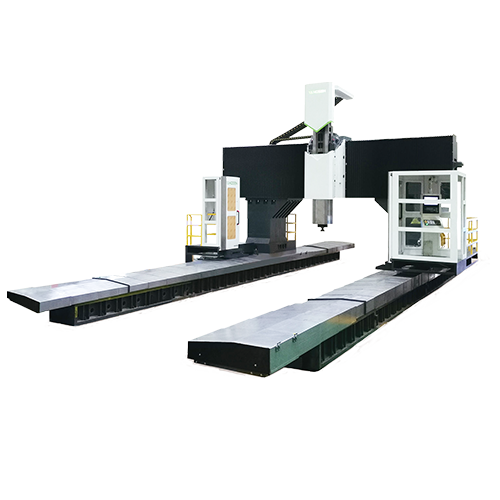
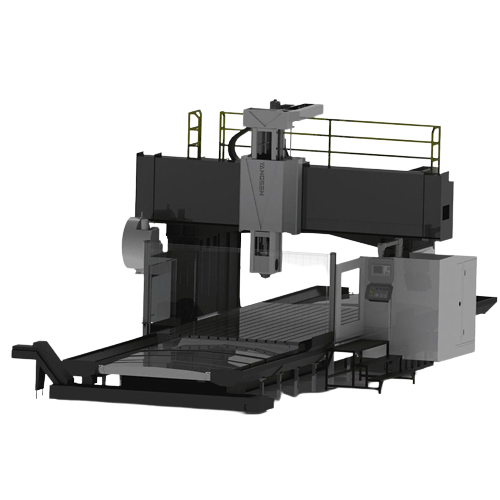
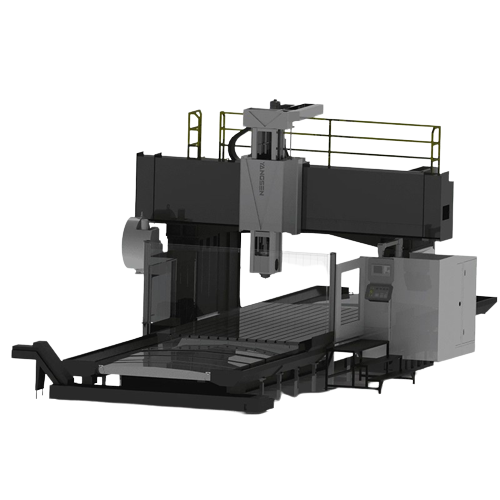
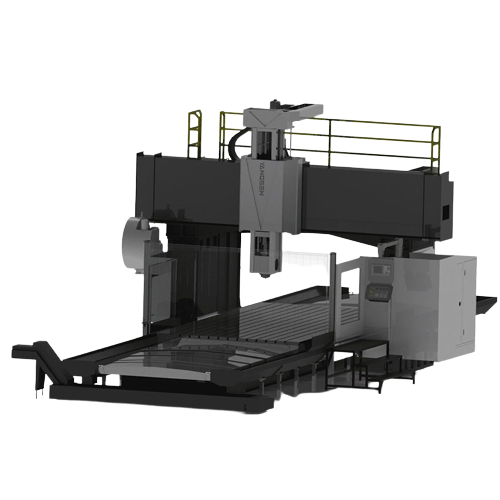
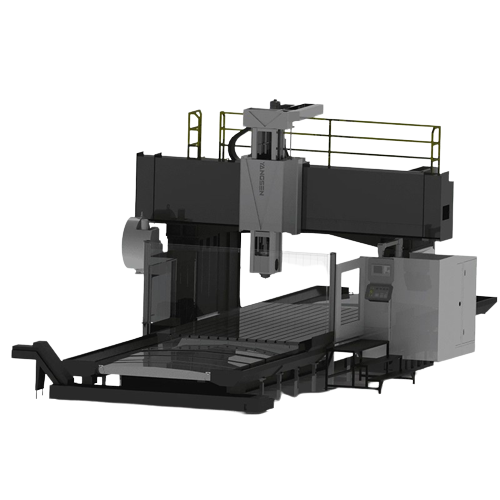
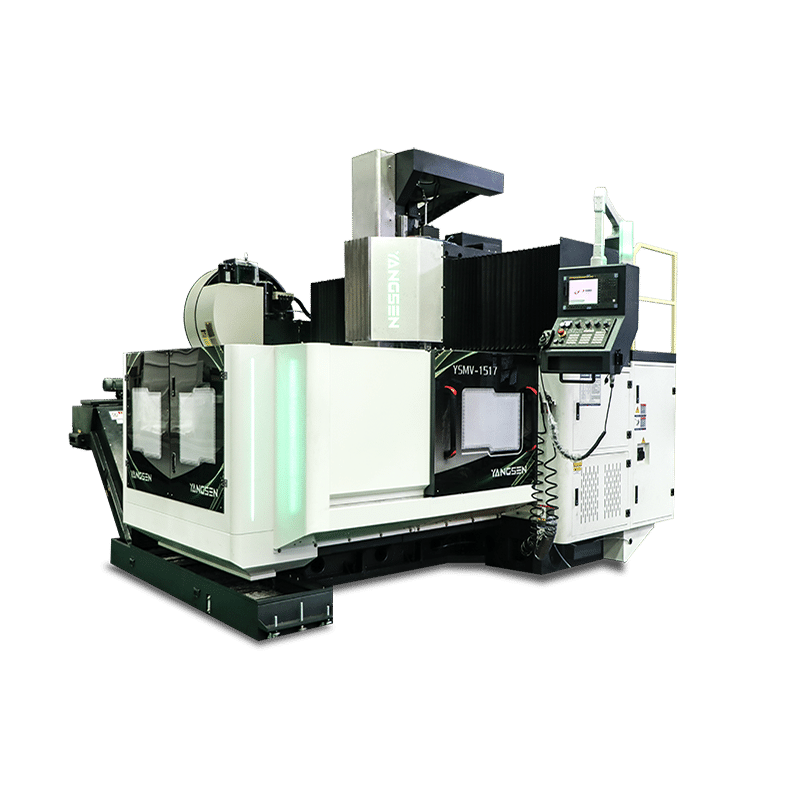
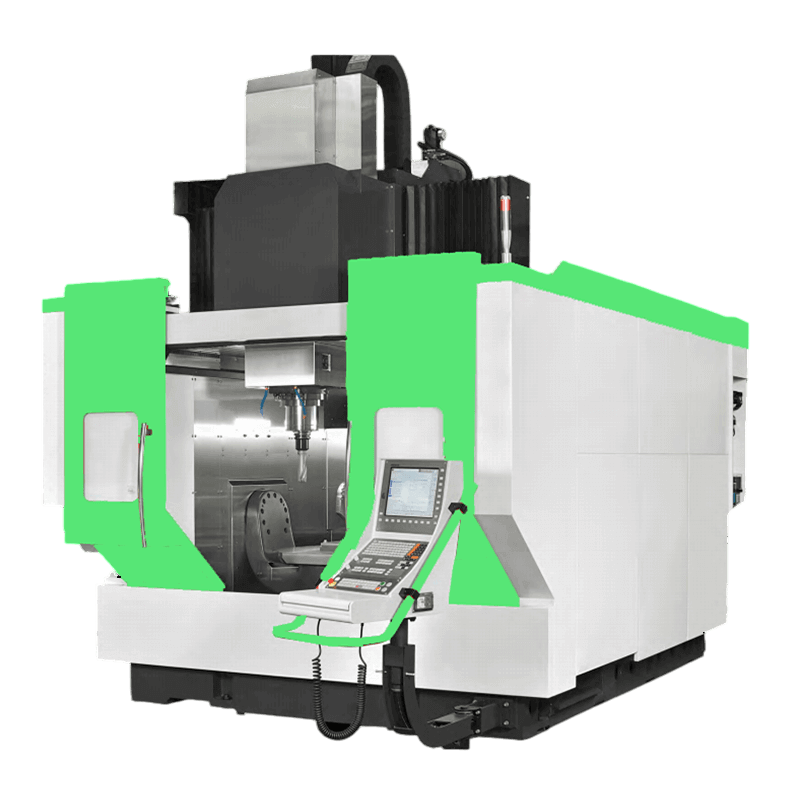
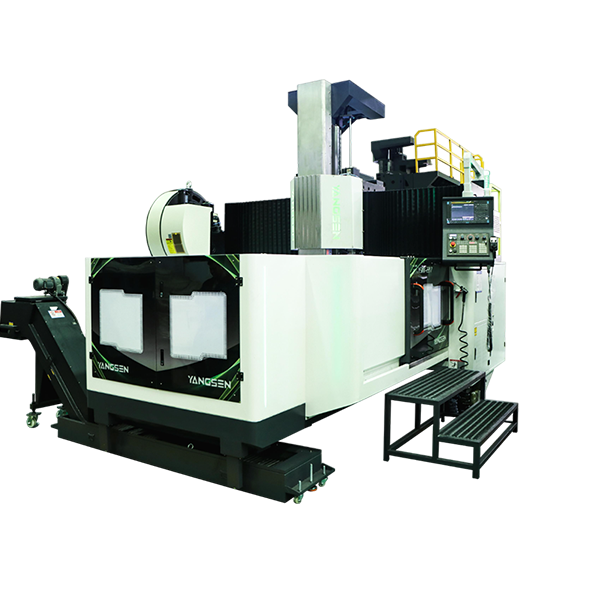
Große 5-Achsen-CNC-Maschine, CNC-Portalfräsmaschine zu verkaufen, 5-Achsen-Portalfräszentrum. Die YSMV3018 ist eine 5-Achsen-Portalfräsmaschine, die für die komplexe Bearbeitung großer Teile wie Flugzeugkomponenten, Layup-Formen und Verbundstrukturen entwickelt wurde.
max. Verfahrweg der X-Achse :
3000mmmax. Verfahrweg der Y-Achse :
1700mmmax. Verfahrweg der Z-Achse :
800mmMax. Werkstücklänge :
2700mmMax. Werkstückbreite :
1400mmMax. Werkstückgewicht :
24TAnwendung :
Medical Industrywird bearbeitet :
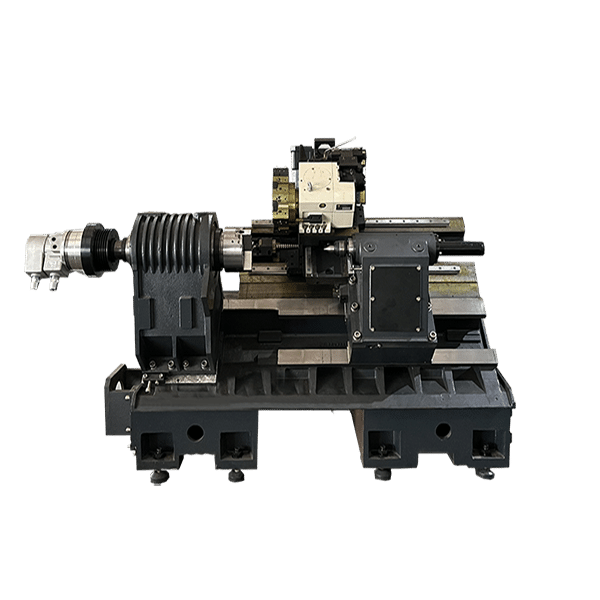
Drilling, Tapping, Milling, Surface Milling| Der Gesamtaufbau der Portal-Werkzeugmaschine ist eine Struktur mit festem Träger, und der Arbeitstisch bewegt sich vorwärts und rückwärts; Die linke und rechte Säule sowie das Bett sind auf beiden Seiten der Werkbank verteilt. Der Portaltisch bewegt sich in der X-Achse vorwärts und rückwärts, der Stößel bewegt sich vertikal in Z-Richtung auf der Gleitplatte und die Gleitplatte und der Stößel bewegen sich horizontal in Y-Richtung auf dem Träger. |  |
1. Werkzeugmaschinenspindel
Die optionale Hochfrequenz-Elektrospindel HSKA63-18000 U/min bietet die Vorteile einer hohen Leistung und eines breiten Konstantleistungsbereichs. Das Spindelwerkzeug ist federgespannt und hydraulisch entriegelbar. Die Spindel ist mit einem koaxialen Ringencoder ausgestattet, der die momentane Geschwindigkeit und den Drehwinkel der Spindel synchron zurückmelden kann. Es verfügt über eine gute kontinuierliche Hochgeschwindigkeitsverarbeitungsleistung, eine starke Überlastfähigkeit und eine starre Gewindeschneidfunktion.
Das Hauptwellenlager ist mit Fett geschmiert und weist eine gute Hochgeschwindigkeitsleistung auf. Das Spindelwerkzeug wird durch eine Feder gespannt und hydraulisch gelöst.
Die Labyrinthdichtung am vorderen Ende der Spindel ist mit einem Luftdruckschutz ausgestattet, und das Kegelloch der Spindel wird mit Druckluft geblasen und gereinigt. Stellen Sie sicher, dass der Fräskopf vor Staub und Spänen geschützt ist.
2. Vorschubübertragung jeder Achse
Für die X-, Y- und Z-Richtungsübertragung werden AC-Servomotoren als Antriebsquellen und Kugelumlaufspindeln als Übertragungskomponenten verwendet. Die Kugelumlaufspindel ist an beiden Enden fest gelagert. Es wird von einer importierten speziellen Präzisionslagergruppe getragen und in beide Richtungen vorgedehnt, um die Vorschubsteifigkeit und Lebensdauer der Schraube zu gewährleisten. Die Y-Achsen-Schraube ist mit einer fortschrittlichen Hilfsstützstruktur ausgestattet, die Genauigkeitsfehler, die durch den durchhängenden Schwerpunkt der Großhub-Schraube verursacht werden, wirksam vermeiden kann. Der Z-Achsen-Motor verfügt über eine automatische Bremsfunktion. Bei einem Stromausfall hält die automatische Bremse die Motorwelle fest, so dass sie sich nicht drehen kann.

3. Führungsschienenform
Das X-Achsen-Führungsschienenpaar verwendet zwei hochbelastbare lineare Führungsschienen mit kleinem Reibungskoeffizienten und hoher Empfindlichkeit; geringe Vibration bei hoher Geschwindigkeit und kein Kriechen bei niedriger Geschwindigkeit. Die Antriebswelle verfügt über eine hohe Positioniergenauigkeit und eine hervorragende Servoantriebsleistung. Gleichzeitig verfügt es über eine große Tragfähigkeit und eine gute Schneidschwingungsfestigkeit, was die dynamischen Eigenschaften der Werkzeugmaschine verbessern und die Genauigkeit, Stabilität und Lebensdauer der Werkzeugmaschine erhöhen kann;
Das Y-Achsen-Querträger-Führungsschienenpaar verwendet zwei hochbelastbare lineare Führungsschienen; die Führungsschienen sind gestuft angeordnet, mit großer Spannweite und ausreichender Biegesteifigkeit und Torsionssteifigkeit.
Das Z-Achsen-Führungsschienenpaar verwendet vier hochbelastbare Linearführungsschienen und 8 Gleitblöcke, um einen reibungslosen Schnitt während der Bearbeitung zu gewährleisten.
4. Grundlegende Teile von Werkzeugmaschinen
Das Bett, die Säulen, die Träger, der Spindelkasten usw. werden alle unter Verwendung hochfester Gusseisenmaterialien und Harzsandtechnologie gegossen. Um dem Schwerlastschneiden von Werkzeugmaschinen gerecht zu werden, hat der Querträger einen großen Querschnitt und weist eine ausreichende Biegesteifigkeit und Torsionssteifigkeit auf. Diese großen Teile werden mithilfe dreidimensionaler Computersoftware optimal entworfen und die Versteifungen werden sinnvoll angeordnet, um die Steifigkeit der großen Teile zu verbessern.
5. Schmierung von Werkzeugmaschinen
Die Schmierung von Werkzeugmaschinen wird in zwei Formen unterteilt: Fettschmierung und automatische Dünnölschmierung.
Fettschmierteile: drei Koordinatenlager
Automatische Dünnölschmierteile: Kugelumlaufspindelpaar, lineare Führungsschiene, gusseisenbeschichtetes Reibungsführungsschienenpaar
Bei der automatischen Dünnölschmierung handelt es sich um ein zeitgesteuertes und mengenmäßiges vollautomatisches Verfahren. Die Aktion wird automatisch vom CNC-System gesteuert und kann erkannt und alarmiert werden.
6. Schneidkühl- und Spanabfuhrsystem
Bei der Schneidkühlung von Werkzeugmaschinen wird eine externe Kühlung eingesetzt, und das Kühlmittel ist eine emulgierte und nicht korrosive Flüssigkeit. Die Späne werden über zwei Kettenplatten-Späneförderer auf dem Bett zum Wagen befördert.
7. Schutzvorrichtung für Werkzeugmaschinen
Die Bettführungsschiene (X-Achse) der Werkzeugmaschine verfügt über eine rostfreie Teleskopschutzabdeckung aus Metall. Die Querträgerführungsschiene (Y-Achse) verfügt über einen organartigen Schutz. Die gesamte Werkzeugmaschine verfügt über einen einfachen Schutz, der das Verspritzen von Eisenspänen und Kühlmittel verhindert und dem Bediener ein sicheres und komfortables Arbeiten in einer Umgebung ermöglicht.
8. Elektrisches System
Diese Werkzeugmaschine verwendet das japanische FANUC OI-MF-PULS CNC-System. Die Spindelantriebseinheit, die Vorschubantriebseinheit, der AC-Spindelmotor und der AC-Vorschubservomotor sind allesamt importierte Originale mit fortschrittlicher Leistung, Stabilität und Zuverlässigkeit.
| Thema | Spezifikation | Einheit | YSMV-3018 |
| Reisen | X/Y/Z-Achse | mm | 3000*1700*800 |
| Spindelnase zur Arbeitstischoberfläche | mm | 90-890 | |
| Portalbreite | mm | 1700 | |
| Durchfahrbare Höhe des Portals | mm | 900 | |
| Arbeitstisch | Arbeitstisch (L*B) | mm | 2700*1400 |
| Maximale Belastung des Arbeitstisches | t | 6 | |
| T-SLOT | mm | 7-22*200 | |
| Spindel | Spindel, Kegelloch (Modell/Einbaugröße) | mm | HSKA63 |
| Spulengeschwindigkeit | U/min | 18000 | |
| Art der Spindellieferung | Elektrische Spindel | ||
| Füttern | Vorschubgeschwindigkeit (X/Y/Z) | m/min | 12.12.2012 |
| Die maximale Schnittvorschubgeschwindigkeit | mm/min | 8000 | |
| ATC (optional) | Methode zum Werkzeugwechsel | Seitlich angebracht | |
| Spezifikationen des Werkzeughalters | Typ | HSKA63 | |
| Werkzeugkapazität | Werkzeuge | 24 | |
| Maximaler Werkzeugdurchmesser (benachbartes Werkzeug) | mm | Φ80 | |
| Maximaler Werkzeugdurchmesser (ohne Nachbarwerkzeug) | mm | Φ120 | |
| Maximale Werkzeuglänge | mm | 300 | |
| Maximales Werkzeuggewicht | kg | 8 | |
| Schnellste Werkzeugwechselzeit | Sek | 4 | |
| Motor | Spindelmotor | kw | 20-25 |
| X/Y/Z-Achsenmotor | kw | AIF40/3000/AIF22/3000/AIF22B/3000 | |
| Schneidwasserpumpenmotor | m/h-m | 4-60 | |
| Genauigkeit GB/T 19362.2 – 2017 | Positionierung | mm | 0,025/0,02/0,016 |
| Wiederholbarkeit | mm | 0,016/0,014/0,008 | |
| Leistungsbedarf | Leistungsbedarf | kva | 45 |
| Anforderungen an die Luftquelle | kg/cm² | 6^8 | |
| Andere | L*B*H | mm | 6600*3980*3650 |
| Gewicht | T | 24 |
STICHWORTE :