Ein horizontales Bearbeitungszentrum ist eine hochpräzise CNC-Werkzeugmaschine mit horizontaler Spindelanordnung, Mehrachsenverkettung und automatischem Werkzeugwechsel. Es eignet sich besonders für die effiziente Bearbeitung komplexer Teile und findet breite Anwendung in der Luft- und Raumfahrt, der Automobilindustrie, dem Formenbau und anderen Bereichen. Es kann problemlos große Werkstücke bearbeiten und vielseitige Bearbeitungen durchführen. Besonders geeignet ist es für die komplexe Bearbeitung von Teilen mit vielen Facetten, einschließlich Fräsen, Bohren, Ausdrehen, Reiben, Gewindeschneiden sowie die Bearbeitung von zwei- und dreidimensionalen Oberflächen. Im Vergleich zu vertikalen Bearbeitungszentren bieten horizontale Bearbeitungszentren Vorteile hinsichtlich Spanabfuhr und Stabilität und eignen sich besonders für Anwendungen mit Großserienfertigung und hohen Präzisionsanforderungen.
Horizontale Bearbeitungszentren gemeint sind Bearbeitungszentren mit Werkzeugmaschinen, bei denen die Spindelachse parallel zum Arbeitstisch verläuft.
Sie kann größere Werkstücke bearbeiten und ist indexierbar und drehbar. Sie eignet sich besonders für die Mehrprozessbearbeitung von Werkstücken mit mehreren Arbeitsflächen, wie z. B. Fräsen, Bohren, Ausdrehen, Reiben, Gewindeschneiden sowie die Bearbeitung zwei- und dreidimensionaler Flächen.
Es besitzt die Fähigkeit, die Box in einem einzigen Klemmvorgang fertigzustellen.
Es weist eine gute Leistung in Gehäusebohrungssystemen auf und eignet sich besonders für die Dreh- und Bohrlochbearbeitung von Gehäusebohrungen. Es findet breite Anwendung in der Automobilindustrie, bei Verbrennungsmotoren, Haushaltsgeräten, im allgemeinen Maschinenbau und anderen Branchen.


1. Höhere Genauigkeit:
Ein horizontales Bearbeitungszentrum (HMC) ermöglicht die einfache horizontale Bewegung des Spindelkopfes und des Tisches. Dies trägt zu einer höheren Genauigkeit bei der Bearbeitung der Bauteile mithilfe der Schneidwerkzeuge bei.
2. Höhere Verarbeitungsgeschwindigkeit:
Das horizontale Bearbeitungszentrum ermöglicht zudem eine hohe Produktivität, da sich Spindelkopf und Tisch unabhängig voneinander bewegen und das Werkstück in vertikaler Richtung handhaben können und gleichzeitig mehrere Werkstücke bearbeitet werden können, was eine schnellere Bearbeitung und Produktionszeit ermöglicht.
3. Allgemeinerer Nutzen:
Das horizontale Bearbeitungszentrum kann mit mehr Werkzeugen ausgestattet werden, und es können mehr Arbeiten in einem Arbeitsgang erledigt werden. Es bietet eine höhere Vielseitigkeit, da das Schneidwerkzeug schnell gewechselt werden kann und die Maschine eine Reihe von Werkstücken mit unterschiedlichen Formen und Größen aufnehmen kann.
4. Wirtschaftlicher für die Bearbeitung hochwertiger Teile:
Mithilfe der CNC-Programmierfunktion kann die Maschine denselben Bearbeitungsvorgang präzise an mehreren Teilen wiederholen. All diese Eigenschaften machen das horizontale Bearbeitungszentrum zur idealen Maschine für die wirtschaftliche Fertigung hochwertiger Teile.
5. Längere Standzeit des Schneidwerkzeugs:
Darüber hinaus ist das horizontale Bearbeitungszentrum im Vergleich zu konventionellen Maschinen auf längere Werkzeugstandzeiten und höhere Genauigkeit ausgelegt. Dank fortschrittlicher Funktionen wie der Servomotorsteuerung maximiert die Maschine die Bearbeitungszeit und die Genauigkeit der gefertigten Teile.
All diese Eigenschaften machen das horizontale Bearbeitungszentrum zur richtigen Wahl für die Massenproduktion von Präzisionsteilen in bester Qualität.
Daher ist das horizontale Bearbeitungszentrum die ideale Wahl für hochpräzise Bearbeitungen. Es erfüllt selbst die anspruchsvollsten Anforderungen und ist die perfekte Maschine für moderne Fertigungsanlagen.
Das horizontale Bearbeitungszentrum wird je nachdem, ob sich die Säule bewegt, in Typen mit fester Säule und Typen mit beweglicher Säule unterteilt.
1. Der Arbeitstisch bewegt sich quer zur Achse sowie in X- und Z-Richtung, während sich der Spindelkasten in Y-Richtung bewegt. Die Maschine eignet sich für die Mehrprozessbearbeitung, beispielsweise für das Bohren und Fräsen mittelgroßer und komplexer Bauteile.
2. Der Spindelstock bewegt sich quer, in X- und Z-Richtung und der Arbeitstisch in Y-Richtung. Er eignet sich für die Mehrprozessbearbeitung, wie z. B. Bohren und Fräsen von kleinen und mittelgroßen Werkstücken.
3. Der Spindelkasten ist seitlich angebracht, und Säule und Spindelkasten bewegen sich in Y- und Z-Richtung. Diese Konstruktion ähnelt der einer horizontalen Hobelmaschine mit Bohr- und Frästisch, bei der sich der Arbeitstisch in X-Richtung bewegt. Sie eignet sich für die Mehrprozessbearbeitung, beispielsweise das Bohren und Fräsen mittelgroßer Werkstücke.
1. Hobelmaschinentyp:
Das Maschinenbett ist T-förmig. Der Arbeitstisch bewegt sich in X-Richtung auf dem vorderen Bett, die Säule in Z-Richtung auf dem hinteren. Die Spindelhalterung ist entweder fest oder seitlich an der Säule montiert und bewegt sich in Y-Richtung. Die Maschine eignet sich für die Mehrprozessbearbeitung, beispielsweise für das Bohren und Fräsen von mittelgroßen und großen Werkstücken, insbesondere von solchen mit großer Länge.
2. Säulenquerbewegungsart:
Die Säule bewegt sich in Z- und U-Richtung (parallel zur X-Achse), der Spindelkasten in Y-Richtung auf der Säule und der Arbeitstisch in X-Richtung auf dem vorderen Maschinenbett. Sie eignet sich für die Mehrprozessbearbeitung, wie z. B. Bohren und Fräsen von mittelgroßen und komplexen Werkstücken.
3. Spindel-Stößel-Vorschubtyp:
Die Spindelbox bewegt sich in Y-Richtung auf der Säule, der Spindelkolben in Z-Richtung. Die Säule selbst bewegt sich in X-Richtung. Der Tisch ist feststehend oder mit einem Drehtisch ausgestattet. Er kann mit mehreren Arbeitstischen bestückt werden und eignet sich daher für die Bearbeitung kleiner und mittelgroßer Teile. Werkstückbeladung, -entnahme und Schnittzeiten können aufeinander abgestimmt werden.
| NEIN.: | Unterschiede | Horizontales Bearbeitungszentrum HMC | Vertikales Bearbeitungszentrum (VMC) |
| 1 | Spindel | Horizontale Spindel, die parallel zur Oberfläche des Arbeitstisches verläuft | Der Vertikalkopf verläuft senkrecht zur Oberfläche des Arbeitstisches. |
| 2 | Werkbank | Der Tisch des horizontalen Bearbeitungszentrums bewegt sich nur in X- oder Y-Richtung. Es handelt sich in der Regel um einen Drehtisch mit einem Gitterspindeltisch, wobei die Wahl eines austauschbaren Doppeltisches relativ einfach ist. | Im Allgemeinen handelt es sich um einen T-Nut-Arbeitstisch mit Querschlittenkonstruktion. Zwei Bewegungsmechanismen sind für die vertikale Bewegung des Arbeitstisches verantwortlich. |
| 3 | Spalte | Die Säule von HMC ist eine bewegliche Säule. Die Säule vom Typ „Positives T“ bewegt sich in X-Richtung, die Säule vom Typ „Invertiertes T“ in Z-Richtung. Die Konstruktion der beweglichen Säule erfordert, dass sie unter Einhaltung der erforderlichen Steifigkeit so leicht wie möglich ist. | Die Säule von vertikalen Bearbeitungszentren (VMC) ist in der Regel unbeweglich und so dick wie möglich ausgeführt, um maximale Stabilität zu gewährleisten. Es gibt auch vertikale Bearbeitungszentren mit beweglicher Säule. Bei diesen bewegt sich der Tisch nur in X- oder Y-Richtung, und die Säule bewegt sich entsprechend in Y- oder X-Richtung. Diese Bauweise erfordert einen höheren Leistungsbedarf des Antriebsmotors der Säule. |
| 4 | Schneidwerkzeuge | Kürzere und dickere Werkzeuge, die tiefere Schnitte ermöglichen und mehr Material abtragen können. | Lange zylindrische Werkzeuge (Schaftfräser) für präzisere, aber flachere Schnitte an kleineren Werkstücken. |
| 5 | Steuerungssystem | Die Werkstücke, die mit dem horizontalen Bearbeitungszentrum bearbeitet werden, sind im Allgemeinen relativ groß; das Einspannen ist schwierig, der Bearbeitungsprozess ist nicht einfach zu überwachen, und die Bedienung und Inbetriebnahme sind relativ schwierig. | Das vertikale Bearbeitungszentrum ist einfach zu spannen, einfach zu bedienen, ermöglicht eine gute Beobachtung des Bearbeitungsvorgangs und erleichtert die Programmoptimierung. |
| 6 | Schnittspezifikationen und Genauigkeit | Bietet bessere Stabilität für tiefe, kraftvolle Schnitte. | Vertikale Werkzeuge können keine tieferen Schnitte ausführen und sind bei der Genauigkeit tiefer Schnitte nicht gut geeignet. |
| 7 | Vielseitigkeit | Allgemein | Besser geeignet sind Bohrmaschinen, Bohrmaschinen, Plan- und Nutfräsmaschinen, die sich besser für Prototypenbau, Sonderanfertigungen und Gravuren eignen. |
| 8 | Strukturelle Komplexität | Mehr Komplexität | Weniger Komplexität |
| 9 | Kosten für Maschine, Betrieb und Wartung | Zwei- bis dreimal so teuer. | Günstiger und für einen kleinen Laden unter Umständen besser geeignet. |
| 10 | Materialabtragsrate | wesentlich höhere Materialabtragsrate | Geringere Materialabtragsrate |
| 11 | Überarm- und Dornstützen | Über Arm- und Dornunterstützung verfügen | Keine Überarm- und Dornstütze |
| 12 | Anzahl der zu bearbeitenden Flächen | 4 Seiten und aus verschiedenen Blickwinkeln | Nur eine Fläche und ein Winkel. |
| 13 | Chip-Evakuierung | Besser bei der Spanabfuhr | Auf der Werkstückoberfläche der Vertikalfräsmaschine verbleiben mehr Metallspäne. |
| 14 | Betriebsschwierigkeiten | Mehr Komplexität, weniger HMC und weniger gut ausgebildete Bediener. | Es ist einfach, weitere geschulte Bediener zu finden. |
| 15 | Bearbeitung des Werkstückmaterials: | Geeignete Werkstoffe für die Verarbeitung: z. B. Stahl 45#, Aluminiumlegierung, Kupfer, Aluminium, Edelstahl, Eisen, Verbundwerkstoffe und andere Werkstoffe. | Geeignete Werkstoffe für die Verarbeitung: z. B. Stahl 45#, Aluminiumlegierung, Kupfer, Aluminium, Edelstahl, Eisen, Verbundwerkstoffe und andere Werkstoffe. |
| 16 | Bearbeitungswerkstückgröße: | Kann größere Teile verarbeiten | Teile, die zu hoch und im Verhältnis zu klein sind, können nicht bearbeitet werden. |
| 17 | Bearbeitung der Werkstückform: | Die HMC eignet sich am besten für die Bearbeitung großformatiger, kastenförmiger Werkstücke. Sie führt hauptsächlich die Bearbeitung von Lochsystemen und die Flächenbearbeitung an kastenförmigen Werkstücken durch. Durch einmaliges Einspannen des Werkstücks können alle anderen Oberflächen außer der Montagefläche und der Oberseite bearbeitet werden. Die Drehwelle ist auf dem Arbeitstisch montiert, um das Werkstück zu drehen und so alle Seiten des Werkstücks zu bearbeiten. Es ist auch möglich, mehrere Drehachsen für die Gelenkbewegung zu installieren, um komplexe, gekrümmte Gehäuseteile zu bearbeiten. | Teile der Box: Bauteile mit mehreren Bohrungen, einem Hohlraum und bestimmten Proportionen in Längen-, Breiten- und Höhenrichtung finden breite Anwendung in Branchen wie dem Werkzeugmaschinenbau, der Automobil- und der Flugzeugindustrie. Komplexe gekrümmte Oberflächenteile: verschiedene Laufräder, Windabweiser, sphärische Oberflächen, verschiedene Formen für gekrümmte Oberflächen, Propeller und Propeller von Unterwasserfahrzeugen sowie einige andere Formen freier gekrümmter Oberflächen. Teile für Scheibe, Hülse und Platte: Scheibenhülsen oder Wellenteile mit Keilnuten, radialen Bohrungen oder verteilten Bohrungen auf der Endfläche, gekrümmte Oberflächen, wie Hülsen mit Flanschen, Wellen mit Keilnuten oder Vierkantköpfen usw., sowie Plattenteile mit mehr Bohrungsbearbeitung, wie z. B. verschiedene Motorabdeckungen usw. Sonderbehandlung: Bestimmte Werkzeuge und Spezialwerkzeuge werden zusammengebaut, um spezielle Handwerksarbeiten wie Gravieren, Zeichnen und Gravieren von Mustern auf der Metalloberfläche durchzuführen; eine Hochfrequenz-Funkenstromquelle wird an der Spindel des Bearbeitungszentrums installiert, um Linienabtastung auf der Metalloberfläche zur Oberflächenhärtung durchzuführen. |
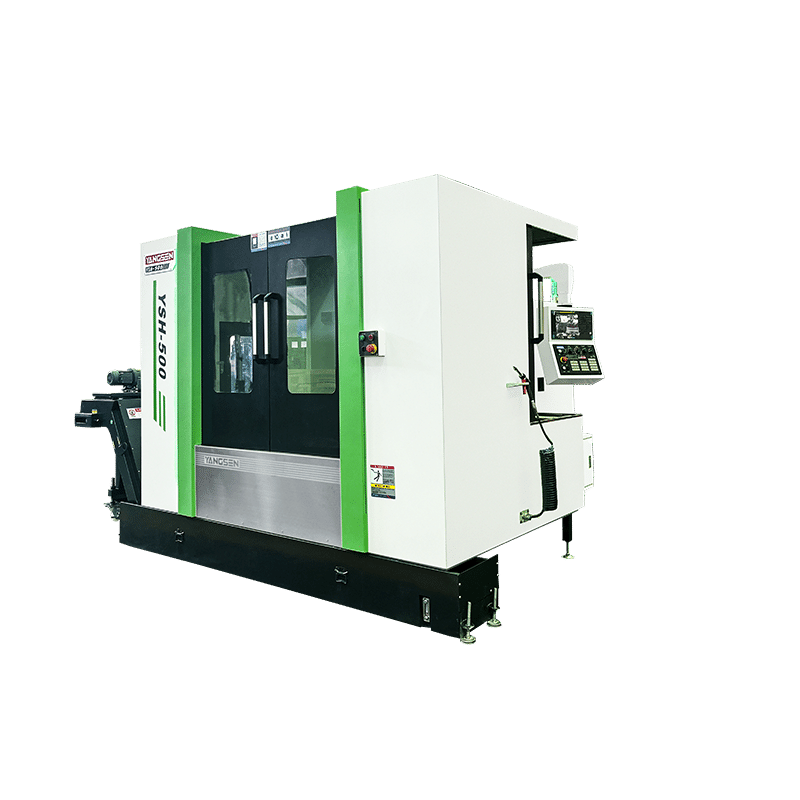
Die YSH-Serie zeichnet sich durch ein T-Design, eine drehbare Arbeitstischkonstruktion, eine extra breite Führungsbahn, ein hohes Drehmoment und einen Hochgeschwindigkeitsmotor aus. Ein austauschbarer Arbeitstisch ist separat erhältlich. Unsere Produkte eignen sich für die Bearbeitung verschiedenster komplexer Teile und sind die bevorzugte Ausrüstung für die Bearbeitung von Automobilmotoren und Hohlräumen im 5G-Bereich.
Produktübersicht:
T-förmiges Bett: Verbesserte Langzeitgenauigkeit (±0,005 mm Toleranz); reduzierte Bewegungsträgheit für hohe Präzision bei hohen Geschwindigkeiten.
X-Achsen-Höhenverstellung: Abgesenkter Schwerpunkt der Säule verbessert die Widerstandsfähigkeit gegen Gegenkräfte; erhöht die Bohrgenauigkeit.
Optimiert für: Serienfertigung komplexer, kastenförmiger Teile und Strukturbauteile mit hohen Toleranzen.

Merkmale der horizontalen Bearbeitungsrahmenmaschine von YSH:
 | Maschinenbett, Säule Zur Verbesserung der Stabilität des Maschinenbetts ist die Säule in Form eines gleichseitigen Dreiecks mit mehrlagigen Versteifungen ausgeführt. Positive T-förmige Bettkonstruktion, gestufte Anordnung entlang der X-Achse, vergrößerte Führungsbahnbreite, starre Stütze. Mit einer hochfesten Rexroth-Rollenführung, hoher Belastbarkeit und stabiler Präzision. |
 | Spindel Installieren Sie 6 hochsteife Lager; Außendurchmesser 190 mm, Original-BBT50-Spindel aus Taiwan; Spindelluftgebläse, um das Eindringen von Fremdkörpern in die Spindel zu verhindern; Die Spindel ist mit einer Ringsprühvorrichtung ausgestattet, um die Bearbeitungsqualität zu verbessern. Der standardmäßige FANUC Großdrehmomentmotor β ilP30/8000 ist mit einer stärkeren Fähigkeit zum Schwerzerspanen ausgestattet. |
 | Optische Längenskalen Optionale Heidenhain, Fagor optische Linearmaßstäbe, Genauigkeit ± 5µm, um die Positioniergenauigkeit der Werkzeugmaschine zu gewährleisten. |
 | Doppelwechseltisch/ Vierachs-Drehtisch Werkstückwechsel realisieren und die Bearbeitungseffizienz verbessern; Das Werkstück wird zur einfacheren Einspannung außen platziert; Drehteller aus hochsteifer Legierung, verschleißfest, hohe Positioniergenauigkeit; Hohe Festigkeit, geringe Verformung, widerstandsfähig gegen starke Schnitte. |
 | Tool Magazin Durch die Verwendung eines aus Taiwan importierten Frequenzumrichter-Werkzeugmagazins ist der Werkzeugwechsel schnell und stabil. |
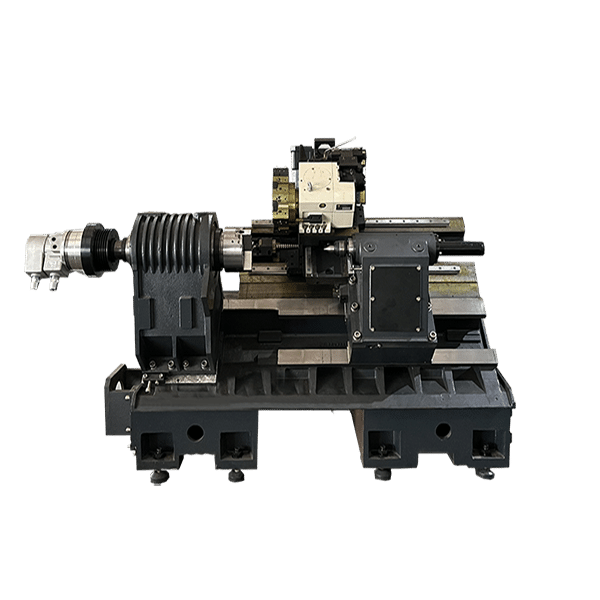
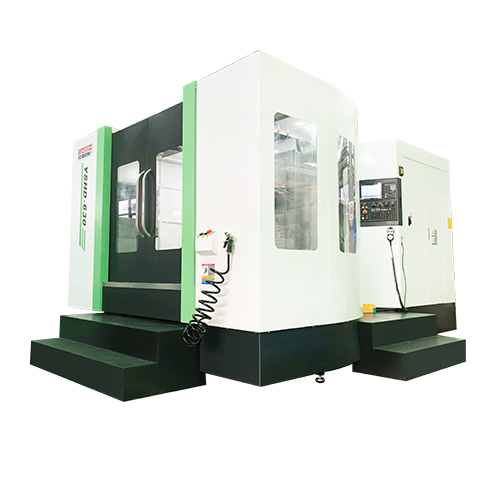
Produktübersicht:
Invertierte T-Säulenkonstruktion: Bearbeitungs- und Indexierfähigkeit für große Teile.
Mehrprozessbearbeitungen: Fräsen, Bohren, Ausdrehen, Gewindeschneiden, 2D/3D-Konturbearbeitung.
Branchen: Automobilindustrie, Luft- und Raumfahrt, Haushaltsgeräte, Maschinenbau.

Opto-mechanische Eigenschaften des YSHD-630:
Bettstruktur Umgekehrte T-Basis mit FEA-optimierter M-Rippe (statische Steifigkeit ≥250 N/μm) Drehtisch Schneckengetriebe aus hochsteifer Ni-Cr-Legierung und Kupfer Dreifachkupplungsgetriebe: ±2 Bogensekunden Indexierung Präzision Optional Heidenhain Fagor-Encoder (±5μm) ATC-Optionen Hydraulischer Schwenkarm-ATC 24/40/60-Werkzeugmagazine Spindel BBT50 Spindel (190 mm Ø, Taiwan): 6 hochsteife Lager Labyrinth-Nasenluftspülung Motor mit hohem Drehmoment (6000 U/min) |  |
Maschinenschneidleistung
Oberflächenfräsen | Stahl 45# | Bohrlöcher | Stahl 45# | Klopfen | Stahl 45# |
Schnitttiefe7 mm |
| FräserdurchmesserØ82 |
| KlopfenM36 |
|
Cutter | Ø120 mm * 5T | Cutter | Ø82 mm * 2T | Cutter | M36*3P |
Spindeldrehzahl | 420 U/min | Spindeldrehzahl | 500 U/min | Spindeldrehzahl | 120 U/min |
Füttern | F500 | Füttern | F100 | Füttern | F480 |
Breite | 100 mm | Breite | 82 mm | Breite | 36 mm |
 |  |  |  |
| Zylinderblock | Pumpengehäuse | Getriebegehäuse | Hydraulisches Steuerventil |
Werkzeugwechsler vom Armtyp Automatisches Schmiersystem Vollständig geschlossener Schutz | Starres Gewindeschneiden Wärmetauscher für Elektroschrank Kühlmittelbehälter und Spänewanne | Doppelte LED-Arbeitsleuchte LED-Warnleuchte mit 3 Farben M30 Auto Off | Spindelnasen-Luftblasen Nivellierbolzen und -platten |
Optischer Linearmaßstab CTS | Werkzeugbruchsystem Kettenförmiges Spänefördersystem | Ölnebelabscheider Ölabscheider | Drehtisch Werkstück- und Werkzeugtaster |
YSH-Serie:
| Modell | YSH-630 | YSH-800 | YSH-700D | YSH-800D |
| Verfahrweg X/Y/Z mm | 1300/800/1000 | 1300/800/1000 | 1300/800/9000 | 1300/800/1000 |
| Arbeitstisch LxB mm | 630x630 | 800x800 | 700x700 Doppelhaushälfte | 800x800 Doppelhaushälfte |
YSHD-Serie:umgekehrte T-Form
| Modell | YSHD-630 | YSHD-1000 | YSHD-1250 | YSHD-1250D |
| Verfahrweg X/Y/Z mm | 1100/750/950 | 2000/1500/1600 | 2000/1500/1600 | 2000/1500/1600 |
| Arbeitstisch LxB mm | 630x630 | 1000x1000 | 1250x1250 | 1250x1250 Doppelhaushälfte |
Für weitere Informationen klicken Sie bitte auf die oben genannten Punkte.